| 型号: | HS-100 |
|---|---|
| 品牌: | 汉盛 |
| 原产地: | 中国 |
| 类别: | 工业设备 / 环保设备 / 空气净化装置 |
| 标签︰ | 催化燃烧 , 催化燃烧设备 , 废气处理设备 |
| 单价: |
¥10000
/ 台
|
| 最少订量: | 1 台 |
| 最后上线︰2019/06/24 |
|
|
蓄热式催化燃烧(RCO)简介 蓄热式催化燃烧设备,简称RCO,主要应用于有机废气VOCs的吸附,催化燃烧。针对喷漆,喷涂,印刷,海绵加工,有机化工,家具制造,石油化工等行业的废气处理。处理废气成分包含:苯,甲苯,二甲苯,非甲烷总烃,醛类,酮类,醇类,酸类,脂类,酚类,卤代烃,硫醇类等各种有机废气,处理效率可达90%以上
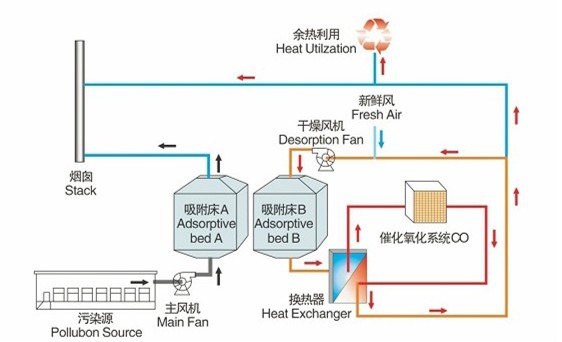
RCO——活性炭吸附 脱附一体化装置工艺流程 蓄热式催化氧化是在催化氧化的基础上,结合蓄热式燃烧的有点而研发的,适用于三苯、酮、酯、醛、酚等各种工业排放的有机废气和异味恶臭气体。其原理是通过催化氧化的方法将污染物彻底氧化为CO2和H2O,同时利用蓄热材料反复回用反应产生的热量,达到减少运行费用的目的。 蓄热式催化氧化主要结构由燃烧室、陶瓷填料床、催化剂和切换阀等组成: RCO设备特点 本设备采用一体化设计,具有如下优点: ①反应温度低。蓄热燃烧反应器(RTO)需要较高的热氧化反应温度(>800℃),与之相比,RCO的催化氧化反应温度明显降低(200-400℃),可减少NOx的产生。 ②热回收效率高。传统的带换热器的催化燃烧反应设备的热量回收效率为30%-50%,与之相比,RCO的热回收效率在90%以上。净化后的废气出口温度近略高于进口温度。 ③操作弹性大。可避免废气中VOCs浓度的波动导致的出口污染物浓度超标。在合适的废气浓度条件下(一般>2?3g/m3,视VOC的热值而定)无需添加辅助燃料而实现自供热操作; ④维护工作量少、操作安全可靠;有机沉积物可周期性地清除,蓄热体可更换; ⑤装置使用寿命较长,催化剂可更换。
RCO工作原理 废气经收集后,通过旋转阀门进入事先蓄热的蓄热层,蓄热层将热量传递给废气,废气达到反应温度后,在催化剂层上发生氧化反应,反应后的气体通过另外一个蓄热层,将热量传递给该蓄热层,气体得到冷却,蓄热层温度得到升高。到达一定程度的时候,气体流向发生反转,未处理的低温废气进入上一循环已蓄热的蓄热层,然后发生催化反应后,又将热量传递给上一循环冷却的蓄热层。如此循环操作,实现污染物的催化氧化反应和热量的循环。
1. 蓄热原理 蓄热蜂窝陶瓷具有大的热容(大于1000J/kg?k),大的比表面积(大于1000m2/m3),也具有良好的传热性能(导热系数,大于3w/m*k)。当常温空气经过一个蓄热室内的蓄热体等时被加热,在极短时间内常温空气被加热到接近催化反应温度;与此同时反应后的烟气经过另一个蓄热室排入大气,反应后的高温热烟气通过蓄热体时将显热传递给蓄热体,然后以50-70℃的低温排出。气体进出口阀门以一定的频率进行切换,使蓄热体处于蓄热与放热交替工作状态,实现热量的储存和释放,达到节能的效果。
2. 催化剂工作原理 催化燃烧是借助催化剂在低温(200~400℃)下,实现对有机物的完全氧化,因此,能耗少,操作简便,安全,净化效率高,在有机废气特别是回收价值不大的有机废气净化方面,比如化工,喷漆、绝缘材料、漆包线、涂料生产等行业应用较广。 催化剂定义:催化剂是一种能提高化学反应速率,控制反应方向,在反应前后本身的化学性质不发生改变的物质。 (2)催化作用机理:催化剂本身参加了反应,使反应改变了原有的途径,使反应的活化能降低,加速了反应速度。例如反应A+B→C是通过中间活性结合物(AB)过渡而成的,即:A+B→[AB]→C其反应速度较慢。当加入催化剂K后,反应从一条很容易进行的途径实现:A+B+2K→[AK]+[BK]→[CK]+K→C+2K
RCO净化原理 在工业生产过程中,排放的有机尾气通过引风机进入设备的旋转阀,通过选转阀将进口气体和出口气体完全分开。气体首先通过陶瓷材料填充层(底层)预热后发生热量的储备和热交换,其温度几乎达到催化层(中层)进行催化氧化所设定的温度,这时其中部分污染物氧化分解;废气继续通过加热区(上层,可采用电加热方式或天然气加热方式)升温,并维持在设定温度;其再进入催化层完成催化氧化反应,即反应生成CO2和H2O,并释放大量的热量,以达到预期的处理效果
RCO产品性能特点: 一、操作方便,设备工作时,实现自动控制,安全可靠。 二、设备启动,仅需15~30分钟升温至起燃温度,耗能仅为风机功率,浓度较低时自动补偿。 三、采用当今先进的贵金属钯、铂浸渍的蜂窝状陶瓷载体催化剂,比表面积大,阻力小,净化率高。 四、余热可返回烘道,降低原烘道中消耗功率;也可作其它方面的热源。 五、使用寿命长,催化剂一般两年更换,并且载体可再生。 六、不产生氮氧化物(NOX)等二次污染物; 七、安全性高、净化效率高达99%以上; 八、高效的热量回收率,热回收效率≥95%。 九、占地面积小:仅为同行业同类产品的70%~80%,且设备基础无特殊要求。
|