




| 型号: | - |
|---|---|
| 品牌: | - |
| 原产地: | 中国 |
| 类别: | 工业设备 / 机械五金 / 模具 |
| 标签︰ | 五金模具 , 塑胶模具 , 压铸模具 |
| 单价: |
-
|
| 最少订量: | - |
| 最后上线︰2025/01/31 |
液压夹具的设计是一个不断改进的过程,本次我们分享两项专利方案,分别是飞轮壳三点定心液压夹具与齿罩液压夹具的详细设计与解析。
一、飞轮壳三点定心液压夹具
针对问题:
目前飞轮壳10序加工夹具定心采用两处固定导轮,一处弹簧浮动式导轮的定心结构。由于工件毛坯的铸造批次不同,工件毛坯的尺寸偏差较大,导致工件定位处的孔中心与夹具定位中心产生较大偏差,夹具没有起到定心的作用,致使后序加工的工件出现孔壁厚度不均现象,偏差过大,出现废品。
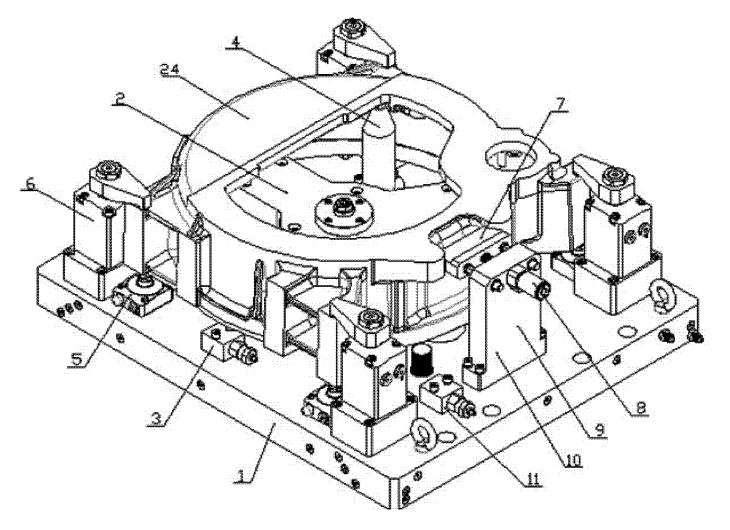 图1 飞轮壳三点定心液压夹具
图1 飞轮壳三点定心液压夹具
1.夹具底板 2.三点定心组件 3.顺序阀 4.支撑柱
5.支撑缸 6.转角缸 7.角向定位块 8.拉缸
9.立板 10.角向定位组件11.顺序阀 24.工件
技术方案:
为了克服上述缺陷,设计一种飞轮壳三点定心液压夹具。通过推缸推动3个均匀分布的导杆,使导杆上的定位头定心。
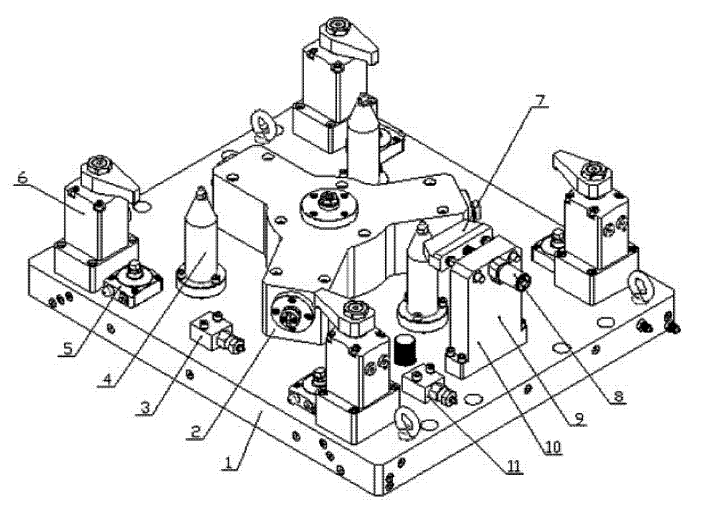 图2 夹具结构示意图
图2 夹具结构示意图
1.夹具底板 2.三点定心组件 3.顺序阀 4.支撑柱
5.支撑缸 6.转角缸 7.角向定位块 8.拉缸
9.立板 10.角向定位组件11.顺序阀
技术特点:
飞轮壳三点定心液压夹具,依次包括夹具底板、三点定心组件、顺序阀a、顺序阀b、支撑柱、支撑缸、转角缸及角向定位组件等零部件。三点定心组件设置在夹具底板上,通过调整调整垫,使定位头处在同一圆弧上,通过推缸推动3个均匀分布的导杆,使导杆上的定位头定心。顺序阀、支撑柱、支撑缸、转角缸设置在夹具底板上。角向定位组件设置在夹具底板上,拉缸设置在立板上与角向定位块联接。
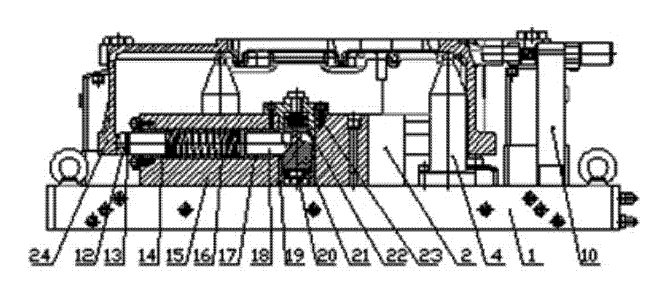 图3 夹具侧视剖面图
图3 夹具侧视剖面图
1.夹具底板 2.三点定心组件 4.支撑柱 10.角向定位组件
12.定位头 13.调整垫 14.定位导套 15.三点定位座
16.弹簧 17.衬套 18.导杆 19.定心套 20.推缸
21.推杆 22.弹簧 23.止推法兰 24.工件
使用过程:
将工件按角向定位方向将工件放置在支撑柱上,这时使液压站电磁阀处于中间位置卸荷,角向定位块插入工件上的槽口定位。油路中通油后,三点定心组件中的推缸推动推杆,使导杆上的定位头移动,接触工件定位面实现三点定心定位。之后通过顺序阀,支撑缸升起固定。再通过顺序阀,转角缸将工件压紧。工件加工完后,油路卸压,这时角向定位组件中的拉缸将角向定位块拉回,脱离工件。三点定心组件中推缸退回,推杆在弹簧的作用下退回,导杆带动定位头在弹簧作用下退回,定位头脱离工件。
二、齿罩液压夹具
针对问题:
目前齿罩加工以工件毛坯大孔定位,加工上平面及孔,再选用加工完的两孔定位加工毛坯打孔,需用两套夹具完成,且工艺的工序上,成本较高。
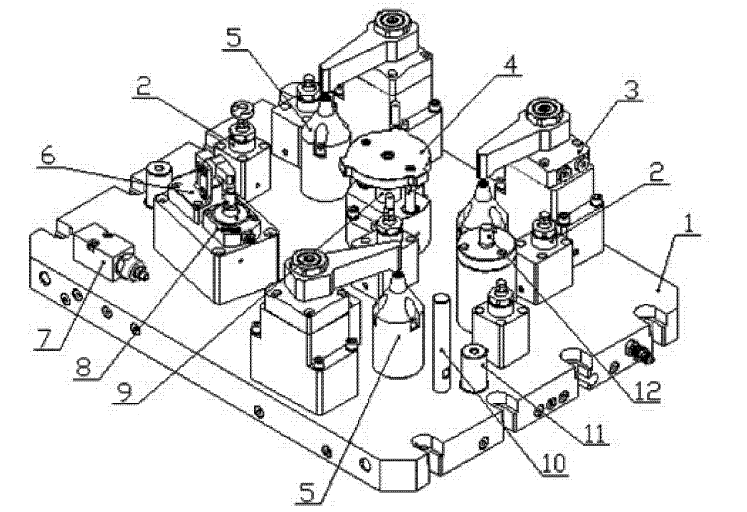 图4 齿罩液压夹具结构示意图
图4 齿罩液压夹具结构示意图
1.夹具板 2.辅支缸 3.转角缸 4.定位盘组件
5.支撑柱 6.杠杆缸 7.顺序阀 8.支撑缸
9.拉缸 10.粗定位杆 11.插销 12.弹性定位销
技术方案:
设计一种齿罩液压夹具,以工件毛坯大孔作为定位孔使用,并在本序中加工该毛坯大孔。工件毛坯大孔定位由定位盘组件及拉缸构成,在工件定位夹紧后,拉缸下拉定位盘脱离定位孔,同时辅支缸顶起并夹紧。
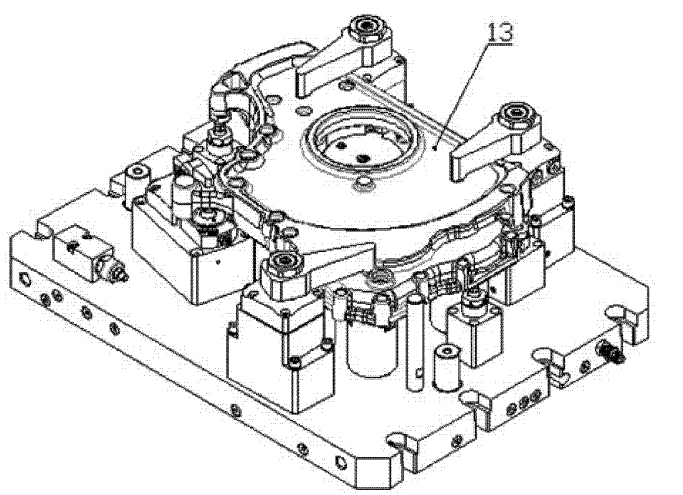 图5 齿罩液压夹具带工件
图5 齿罩液压夹具带工件
技术特点:
拉缸设置在定位盘组件内;辅支缸、转角缸、定位盘组件、支撑柱、杠杆缸、顺序阀、支撑缸、粗定位杆、插销及弹性定位销组件等零部件设置在夹具板上;顺序阀控制拉缸、杠杆缸及辅支缸下拉及夹紧;插销控制夹具板与工作台的位置。
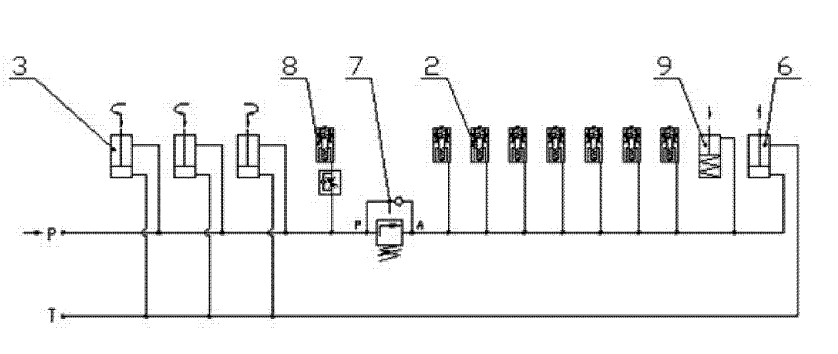 图6 齿罩液压夹具液压原理图
图6 齿罩液压夹具液压原理图
2.辅支缸 3.转角缸 6.杠杆缸
7.顺序阀 8.支撑缸9.拉缸
使用过程:
将工件沿夹具板上的粗定位杆把工件放置在支撑柱上,工件上的孔插入定位盘组件及弹性定位销组件上;转角缸将工件夹紧,同时支撑缸夹紧,通过顺序阀,杠杆缸夹紧,辅支缸顶起夹紧,同时拉缸将定位盘组件上的定位盘下拉,脱离工件。













