| 型号: | VAC745 |
|---|---|
| 品牌: | IBL |
| 原产地: | 德国 |
| 类别: | 电子、电力 / 其它电力、电子 |
| 标签︰ | PCB板焊接 , 汽相回流焊 , 焊接系统 |
| 单价: |
-
|
| 最少订量: | 1 件 |
| 最后上线︰2024/02/21 |
一、IBL 公司简介
IBL 公司致力于研发工业、电子PCB板、高密度、高可靠超大规模SMT器件/模块的焊接技术,提供BLC大批量系列、CX超大批量系列、VAC真空系列单机式/在线式等几十种汽相回流焊机型,满足用户不同生产批量及焊接工艺的要求,广泛应用于各国航空、航天、电子通信等电子领域及汽车、铁路机车、半导体等高可靠工业领域。

IBL公司在上海杰龙电子工程有限公司设有工艺试验中心和备品备件库,为用户提供快捷地工艺技术交流、工艺试验、技术培训、备品备件供应等销前销后服务,同时可根据客户不同产品情况提供一套完整的设备使用工艺,大大缩短用户工艺试验时间。
销售测试地址:上海市闵行区瓶北路1358号久创科技园3号楼一层北门
021-51097866
二、汽相加热工作原理
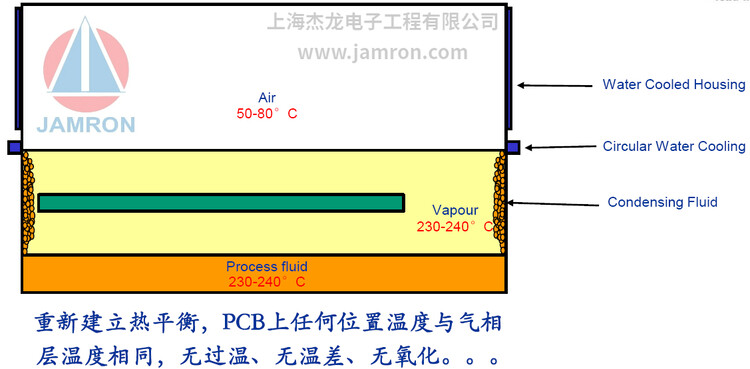
汽相加热方式是利用液体沸腾后,在液体表面形成的一层汽相层,汽相层中的气态工作液(工作液蒸汽)带有热量,当物体进入汽相层后,蒸汽中的热量被交换到温度相对较低的被加热对象中,热量被交换走的部分蒸汽,冷凝成液体,流回主加热槽,主加热槽体下的电加热器会不断提供汽相液沸腾所需要的热能。由此周而复始,直至被加热对象的温度与汽相液蒸汽的温度完全一致。因为汽相层中不同位置的温度是一致的,即汽相液的沸点(气压不变的情况下物体的沸点是稳定的),因此不会产生过热现象。同时巧妙利用汽相蒸汽层在不同高度下的热交换效率不同原理以及IBL的平稳双轴垂直传动系统,可将气相层细分成20个不同升温速率的温区,可以非常 和灵活地控制需要的温度曲线,有效实现 的温度曲线控制。
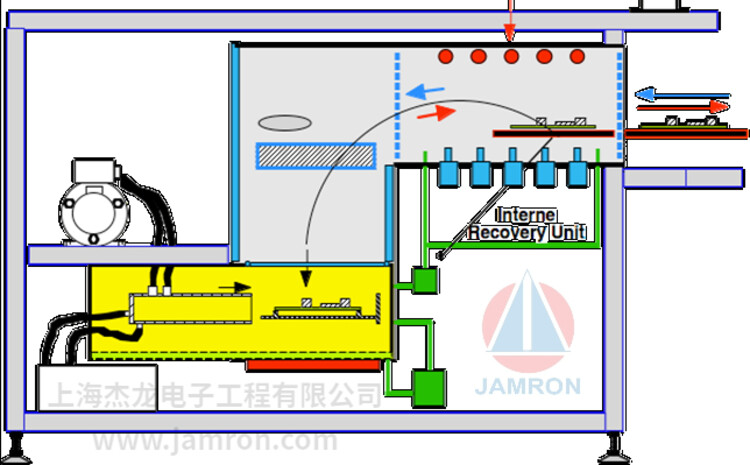
内部结构示意图
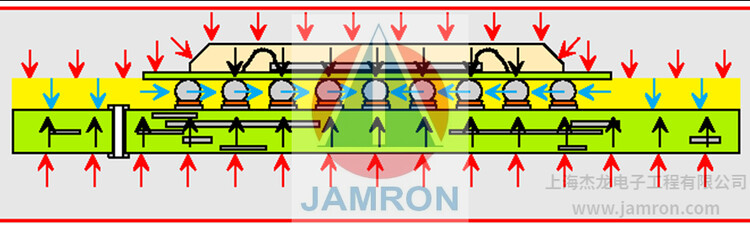
360度汽相热交换
三、汽相回流焊相对热风回流焊具有的优势
热风式回流焊炉具有内置计算机控制的多温区回流焊工艺曲线可调、在线式运行、生产等特点,比较适合于商用产品的大批量连续生产。但热风回流系统具有功耗大、温差大、过温冲击、温度曲线不易控制、焊点氧化、针对不同产品需进行不同的复杂工艺试验等缺陷,汽相回流焊具有明显的优势:
|
传统回流焊不足 |
汽相回流焊优势 |
|
|
温度稳定性 |
存在过温的风险,出风口的温度会超过230°C,使得出风口附近的加热温度达到270-290℃,程度的增加了PCB板上元器件热损伤的概率,加热温度超过元器件所能够承受的高温度,可能对元器件造成的热损伤
|
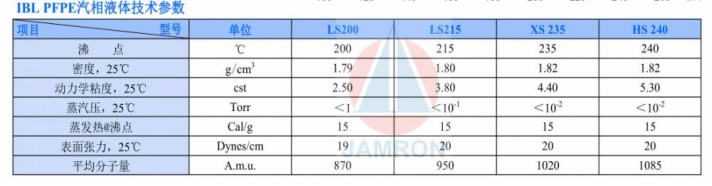
加热温度是由汽相液的沸点决定的,气压不变的情况下,液体沸点不会发生变化,也就不会出现过温现象。汽相回流焊采用汽相传热原理,温度稳定可靠,满足有铅/无铅焊要求(汽相液沸点温度: 200℃、℃215℃、235℃、240℃等),所有元器件和材料的安全 |
|
加热均匀性 |
受热不均匀会产生的焊接问题,受到热量传导的限制,导致部分区域无法获得足够的热量,造成受热不均匀,尤其是那些在隐蔽部位的焊点,可能出现焊接“阴影现象”
|
汽相加热的热交换是持续而且充分的,不会产生因热交换不充分而出现的虚焊、冷焊等不良焊接现象 可实现各种复杂的高密度多层PCB板、高可靠焊接,并确保PCB板任何位置的温度均匀一致性,消除应力影响 |
|
焊点氧化 |
焊点在高温下长时间暴露在空气中,与氧气产生反应,出现氧化现象,只有施加惰性气体保护才能避免,但需要增加额外的机构和气源 |
焊接过程在汽相层中完成,汽相层(汽相液蒸汽)可提供惰性气氛环境,汽相焊接中焊点与空气是完全隔绝的,消除焊点氧化 |
|
热交换面积 |
热交换面积小,尤其是红外加热方式的热交换面仅为PCB板的上下两侧的投影面积 |
由于汽相蒸汽是“无孔不入”,汽相加热的热交换面是PCB板上所有开放表面,包括元器件表面的总和,加热效率会成倍增加 |
|
热交换效率和热容量 |
热风回流焊加热媒质是空气,空气比热较小,红外加热采用的辐射加热方式,热交换效率较低 |
汽相层直接采用传到和对流相结合的方式加热,热交换;且汽相层的比热,适用于大热容量的物体加热 |
|
润湿效果 |
无铅焊焊料的润湿效果不佳,通常需要在焊接过程中施以保护性气体来改善焊点的润湿效果 |
汽相回流焊工作环境提供惰性气氛,不需要施加保护性气体,就可以获得佳的润湿效果 |
|
设备占地面积和多温区 |
为了避免可能产生的“爆米花”现象,焊接设备需要更多的温区,才能使温升保持平缓,因此增加了焊接设备的总长度 |
由于在汽相层上方不同高度,实现“多温区”效果;汽相回流焊与传统焊接设备相比,结果紧凑,占地面积要小得多;可实现低温焊接,消除“Popcorn cracking爆米花”现象、PCB板分层现象 |
|
能源消耗 |
由于焊接温区的增加,排气带走大量宝贵的热能,以及保护性气体的施加,使得能耗已经很高的传统焊接设备的能量消耗变得更高
|
由于汽相回流焊的加热温度较传统焊接设备要低;也没有因为排风而损失的大量热量(汽相回流焊是封闭环境下工作的),所以大大减少了能量消耗 (与传统热风对流回流焊接设备相比,可减少65%的电力消耗) |
|
日常维护 |
需要定期由人员进行维护 |
的免维护传送系统,无需维护 |
|
生产成本 |
增加生产成本 l 电力消耗,热损耗 l 购买惰性气体和施加设备 l 散热量大,增加环境温度调节成本 l 需要压缩空气 l 针对不同的产品,需要调整设备,产品试验成本高 l 需要配备维护人员 |
减少生产成本 l 仅需要1/3的能源消耗(与传统回流焊接设备相比) l 无需施加保护性气体 l 没有大量的热量排放,减少工作环境中空调的能源消耗 l 无需压缩空气 l 设备适应性强,可快速适应新产品,可在同一参数设置和系统配置下适应多种产品生产需要 l 内置汽相液回收系统,了少的汽相液损耗, 降低了生产成本,汽相液消耗15-20克/小时. l 低廉的维护成本 |
|
元器件返修 |
l 过温可能对PCB板上的元器件造成的损坏或性能下降 l 更高的焊接温度要求,可能造成的冷焊、虚焊等不良焊点 l 多次返修的元器件极易发生氧化 l 焊点的润湿效果不佳 |
l 采用自动提升机构拆焊元器件 l 不会因过温损害元器件 l 不会发生受热不均匀拆卸时损失元器件的情况 l 不会发生氧化 l 的润湿效果 可对QFP320及各种BGA或CGA都能毫无损害的进行解焊,取下来的器件还可再次使用 |
|
开机预热速度 |
一般需要2小时左右,对于因小批量生产而需要频繁开机的生产单位来说,会造成的时间浪费 |
仅仅需要30-40分钟即可(数据根据室温10-20℃条件下获得) |
|
污染物排放 |
大量含有助焊剂废气污染物灼热气体排放,散发出刺鼻气味,且废气对人体有害 |
全封闭结构,无废气污染物排放,助焊剂残留物固化后贮存在设备内部;无其它污染物排放,无需存储保护性气体;采用新型环保型汽相汽相液,不含破坏臭氧层的氟化物,完全符合环保要求 |
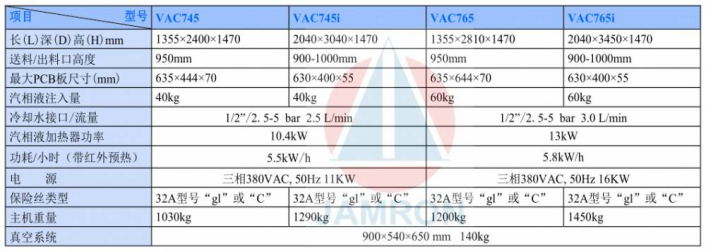
四、技术参数:
|
项目/型号 |
VAC745 |
VAC745i |
VAC765 |
VAC765i |
|
长(L)深(D)高(H)mm |
1355×2400×1470 |
2040×3040×1470 |
1355×2810×1470 |
2040×3450×1470 |
|
送料/出料口高度 |
950mm |
900-1000mm |
950mm |
900-1000mm |
|
大PCB板尺寸(mm) |
635×444×70 |
630×400×55 |
635×644×70 |
630×400×55 |
|
汽相液注入量 |
40kg |
60kg |
||
|
冷却水接口/流量 |
1/2”/2.5-5 bar 2.5 L/min |
1/2”/2.5-5 bar 3.0 L/mi |
||
|
汽相液加热器功率 |
10.4kW |
13kW |
||
|
功耗/小时(带红外预热) |
5.5kW/h |
5.8kW/ |
||
|
电 源 |
三相380VAC, 50Hz 11KW |
三相380VAC, 50Hz 16K |
||
|
保险丝类型 |
32A型号“gl”或“C” |
|||
|
主机重量 |
1030kg |
|||