




| 型号: | - |
|---|---|
| 品牌: | - |
| 原产地: | 中国 |
| 类别: | 工业设备 / 机械五金 / 模具 |
| 标签︰ | 五金模具 , 塑胶模具 , 压铸模具 |
| 单价: |
-
|
| 最少订量: | - |
| 最后上线︰2025/01/31 |
前 言
加工轴承套圈的弹簧夹头通常为整体式结构, 但是在长期的使用过程中, 当夹头磨损超过一定限度就会出现夹不牢工件现象, 直接影响加工精度和生产效率, 甚至弹簧夹头报废。要想提高夹头的耐磨性, 就必须提高夹头的硬度, 而硬度过高夹头弹性减弱, 簧瓣易断, 为此针对此问题设计了镶块式弹簧夹头。
一、原有夹具结构
整体式弹簧夹头由头部-卡爪L1、簧瓣包括头部在内的弹性部分L2、导向部分L3组成。弹簧夹头夹紧工件用头部L1, 夹头弹性变形用簧瓣L2, 夹头导向用L3。
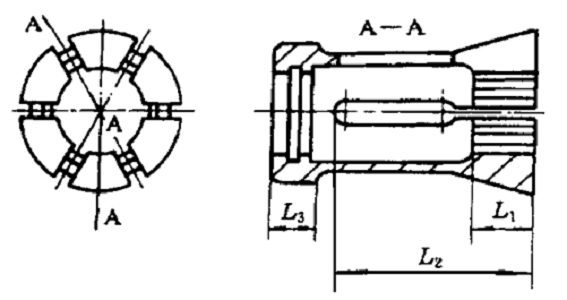 图1 整体式弹簧夹头结构
图1 整体式弹簧夹头结构
二、弹簧夹头的改进
镶块式弹簧夹头的结构如下图所视, 它是由两部分组成的, 一部分是夹头体, 另一部分是卡块, 二者通过螺钉相联接。夹头体有六个簧瓣, 工作时靠簧瓣的弹性变形来完成夹紧和松开动作, 夹头体材料选用65Mn, 淬火硬度40~45HRC, 以保证夹头的弹性; 而卡块安装在夹头的爪部, 直接接触工件, 卡块是易磨损件, 卡块材料可采用GCr15, 淬火硬度60~62HRC, 以增加耐磨性。镶块式弹簧夹头在使用中曾出现过以下几个问题:
(1) 由于夹头制造误差容易出现偏心, 车加工后的套圈会出现壁厚差现象。
(2) 卡块任意装入夹头后, 测出卡块圆度不好, 用这样的卡块夹紧套圈, 被加工后的套圈也会出现壁厚差超差现象。制造时必须想办法加以克服。
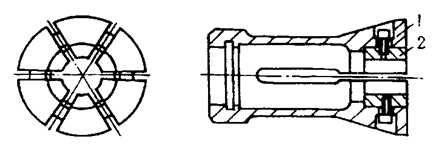 图2 镶块式弹簧夹头
图2 镶块式弹簧夹头
1-夹头 2-卡块
三、夹具体和夹具头的加工精度保证
3.1精车夹头的圆锥面, 用螺纹胎保证车加工精度
夹头体在精车完各个面, 并钻完等分孔后, 再车圆锥面, 车圆锥面时以螺纹面为定位基准, 设计一种螺纹胎, 它可以保证车圆锥面时车加工精度。加工原理如下图所视, 首先把夹头拧到螺纹胎上,然后把螺纹胎装到机床主轴上, 最后用托板上的小刀架进行切削。
 图3 夹头外锥面车加工示意图
图3 夹头外锥面车加工示意图
3.2铣等分槽
在铣削加工夹头上的分槽时,先用立铣刀铣20 mm×40 mm六等分槽, 然后再用片铣刀铣分瓣用的宽3 mm六等分窄槽,但是此槽不能铣通, 端面留有3~4 mm连筋, 使夹头体还是整体, 保证夹头热处理后不变形及磨加工夹头各个定位面的加工精度, 其加工原理如下图:
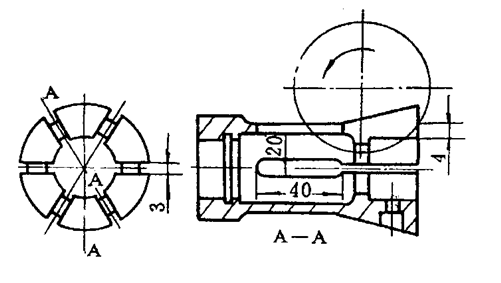 图4 夹头定位面加工原理
图4 夹头定位面加工原理
在以上加工之后要对夹具进行热处理,但处理的部位要合理,夹头头部、尾部需淬火, 其硬度大概为40~ 45HRC, 夹头中间部分不淬火, 以保证夹头弹性。
3.3磨削夹头圆锥面
在磨削加工夹头圆锥面的时候同样用螺纹胎保证磨加工精度。圆锥面是夹头夹紧过程中的一个重要的定位面, 圆锥面精度的好与坏, 直接影响整个夹头的精度,设计一套磨加工用螺纹胎夹紧卡头, 定位基准还是选用螺纹面, 其磨削原理如下图,磨完后的圆锥面相对于螺纹面同轴度可达0.1mm。
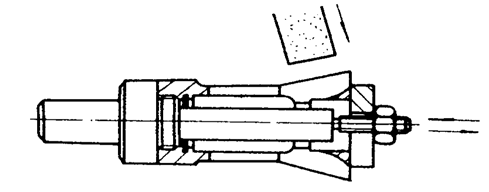 图5 圆锥面的磨削原理
图5 圆锥面的磨削原理
3.4磨削夹头内径
用磨内径胎保证磨削加工的精度,夹头的内径也是一个定位面, 用夹头内径夹持卡块, 再用卡块夹紧工件, 所以内径的精度也直接影响被加工工件的精度, 这就要求内径和圆锥面必须同轴。我们设计一种特制的磨内径胎具夹紧夹头, 此胎是以圆锥面定位, 其磨削原理如下图所视。磨削后夹头的内径相对于圆锥面同轴度一般可达0.02mm。夹头头部六瓣切开, 然后回火涨大。
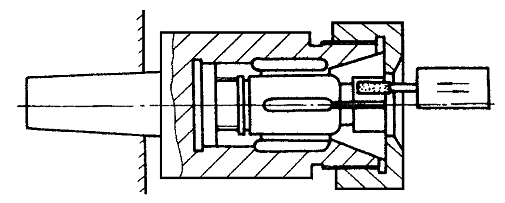 图6 夹头内孔的磨削原理
图6 夹头内孔的磨削原理
3.5磨夹头导向面
同样使用螺纹胎保证磨加工精度,导向面在夹头中起导向作用, 要求导向面和圆锥面必须同轴。还是用磨圆锥面时用的螺纹胎夹紧夹头, 其磨削原理如下图所视。磨削后的导向面相对于圆锥面同轴度可达0.04 mm。夹头的精度是通过以上五个部分的加工工艺及保证措施来达到的, 但是装在夹头里面的卡块精度的好与坏也直接影响整个夹头的精度。
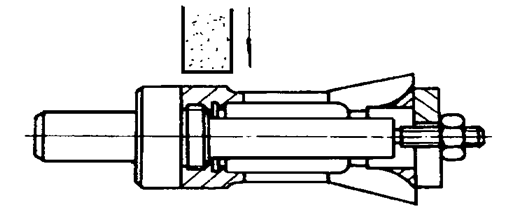 图7 夹头导向面的磨削原理
图7 夹头导向面的磨削原理
四、卡块的加工工艺
4.1铣等分口
由于夹头体是六瓣, 所以卡块也是六瓣一组,在铣六等分口时, 口先不铣透, 径向留有3~4 mm连筋, 使一组里的六个卡块还是一体, 保证淬火后磨加工时一组卡块的尺寸和精度一致, 铣削原理如下图所视,一次可以铣削五~ 六个工件。给每套卡块标注规格、组号, 再按顺序给每一组里的每一块卡块标注顺序号,卡块材料选用轴承钢, 淬火硬度一般为60~ 62HRC。
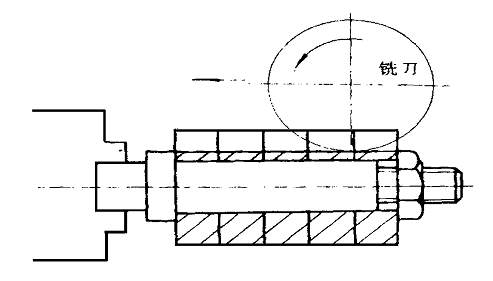 图8 卡块六分口的铣削原理
图8 卡块六分口的铣削原理
4.2径磨
要求每组卡块内径、外径必须同轴。首先磨内径, 磨一批活时内径尺寸要一致, 然后磨外径, 磨外径时用内径定位, 保证内、外径同轴。我们设计一个长150mm, 前后锥度差0. 02~ 0.03mm的芯棒。先把工件插紧在芯棒上, 然后把芯棒用顶尖顶上, 最后在万能磨床上磨削外径, 其磨削原理如下图, 磨削后卡块内、外径同轴度可达0.02 mm。
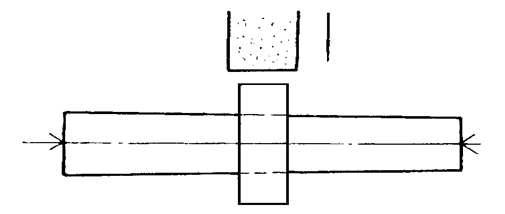 图9 磨削卡块外径原理
图9 磨削卡块外径原理
4.3切开六瓣, 并去毛刺,镶块式夹头的中心定位精度除了取决于夹头体和卡块的制造精度之外, 应该注意以下几点:
(1) 更换规格时, 只换卡块, 不换夹头体; 夹头磨损后也只换卡块。
(2) 卡块必须分为6个一组, 成组保管, 成组使用, 不得混用。
(3) 安装卡块时必须按顺序号排列, 否则会破坏卡块自身精度, 车加工后的套圈会出现壁厚差超差现象。
结 语
针对原有的整体式弹簧夹头结构,镶块式的创新式设计在提高夹头精度的情况下保证了加工弹性,同时对加工的工艺进行了详细的改进,用此方案进行夹具的制造,可以大大减少制造成本和降低加工的难度,减少材料不必要的浪费,提高了生产效率,可带来巨大的经济效益。













